John C. WAGNER
Zorongen Electrolyte / Gas
Zorongen Electrolyte / Gas
Excerpts from:
DECARBOXYLATION
-- METAL DEGRADATION THROUGH COFUSION FRYENZYME
by John C. Wagner
First Edition, 1977
/ Copyright number A033790 / 1983 Assigned to Zora
Marjorie Wagnerby John C. Wagner
SIMULATED HYDROGEN ( ZORONGEN GAS TECHNOLOGY )
...The technology that I invented and successfully developed is based on a new electrolyte that manufactures a unique new gas known as zorongen that is 94.3% hydrogen, 1.2% oxygen, 4.5% nitrogen. This blend is produced by a new electrolysis technology this was achieved by recognizing that the only way to utilize an electrolyzer was to develop an electrolyte to separate only the hydrogen blend from the water...
The experiments have shown that a minute amount of the new catalyst injected into water can indeed place the water into a different atmosphere, once this atmosphere has been converted the water is bombarded with electrons thus separating the hydrogen from the oxygen of the water, the hydrogen being the lighter element would surface and is burned off as zorongen gas. The catalytic effect on the oxygen would cause the oxygen to be encapsulated into the water molecules. The zorongen gas is the only fuel sources that can be recycled back into the engines carburetor, the zorongen gas exhaust recirculation system results in no emissions eliminating all carbon monoxide pollutants, implementation of zorongen fuel" will result in a lasting and universal benefit for mankind.
The zorongen gas is a formulation of gases that can only be manufactured through the zorongen fuel cell by the use of the zorongen electrolyte, zorongen gas blend can not be manufactured or blended in any other way. The zorongen gas unlike hydrogen will not explode at high temperatures but will bum when ignited...
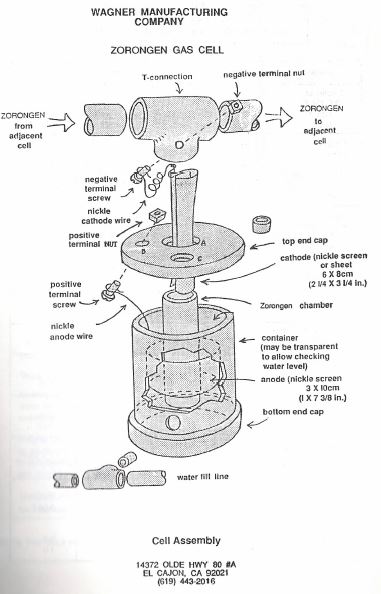
ZORONGEN GAS POWERED VOLKSWAGON
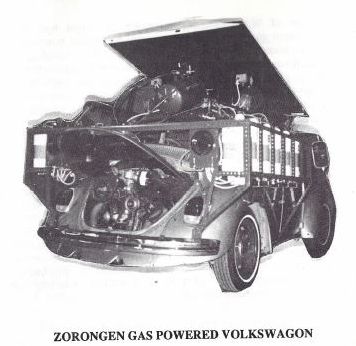
In Jan. 1990 I developed an all zorongen gas 1971 Volkswagon to introduce my new zorongen gas cell. 12 of the fuel cells were attached to the car and put on display to promote the invention of the new zorongen gas technology, the Volkswagon was designed to bum on all zorongen gas or mixed with regular gas and propane gas. The car was equipped with a solar cell so the car can produce its own energy, the solar panel produces energy to the cars battery and the battery feeds voltage to the fuel cell where the zorongen gas is produced and then used to fuel the engine.
My zorongen gas technology is revolutionary in as much as it produces 94.5% zorongen gas at room temperature, at 1,5 amp. 12 volts and develops 94.3% hydrogen. As is known, hydrogen makes up 90% of the atoms in the universe. It is abundant in interstellar space with an average of about one hydrogen atom per cubic centimeter. However, on earth, the gas constitutes about 0.29% of the atmosphere, it is known that 66.6% hydrogen and 33.4% oxygen can be produced by passing an electric current through water, and separates the hydrogen from the oxygen in the water molecule in a process called electrolysis using hydrochloric acid electrolyte, where as zorongen can be produced with no carbon electrolyte and will produce 94.3% hydrogen using my new zorongen electrolyte with no hydrochloric acid. Air is a mixture of gases, it is approximately 70% nitrogen and 20% oxygen. Each of the atmospheric gases liquifies at different temperatures. Nitrogen liquifies at a higher temperature then oxygen. For example, air coming into contact with uninsulated zorongen fuel lines will liquify nitrogen before the oxygen. Oxygen is separated out of the water and used in pure form in engine combustion. Suitable devices that accomplish this have been designed and tested in vehicles, aircraft, generations. Out of my flowing equation came the revolutionary new simulated hydrogen zorongen gas technology.
ZORONGEN versus Natural Gas
Some advantages of ZORONGEN as compared to natural gas (menthane) are:
A minimum of 4% ZORONGEN in air is needed for combustion. For natural gas it is 5%. An explosion of 4% ZORONGEN has only one-fourth the energy of a 5% natural gas and air mixture. This means that if an explosion with leaking ZORONGEN gas occurs, it would be less damaging than a similar explosion with natural gas.
In general, Zorongen is not particularly hazardous compared to other flammable substances. It does have some unique properties that require special safety considerations. Its high rate of diffusivity enables it to penetrate some materials, such as cast iron.
Heat energy
On a weight basis Zorongen has three times the energy content of hydrocarbon fuels. On a volume basis it has about one-third less. This means that a given volume of Zorongen will not give off as much energy as other gases, such as methane.
Explosion Energy
A concentration of Zorongen of 18% or more in air can cause detonation ( explosion). Only 6% is needed for methane and propane. The amount of pressure exploding Zorongen will exert on an enclosed container depends on the detonatio velocity and the density of the unburnt mixture. Since Zorongen bums quickly, it has the highest explosion potential of any gas, on a mass basis. On a volume basis, it has the lowest explosion hazard. For an equivalent storage of energy, Zorongen has a simil arexplosion potential as methane or propane...
Flammability limits and Optimum Mix
The limits of flammability of Zorongen in air are from 4% to 75%. This means that a minimum of 4% and no more than 75% Zorongen mixed (by volume) in air are necessary to support combustion. The range of flammability for Zorongen is wider than methane, propane, or other hydrocarbon fuels. "In most accidental situations, the lower flammability limit is of particular importance. This is due to the fact that in realistic accident sequences, ignition sources with sufficient energy are nearly always present, once leaking fuels and combustibles have reached flammability concentrations in air." The minimum limit of flammability for Zorongen is higher than for either propane or gasoline (2%)..
WAGNER'S
FORMULA: ZORONGEN GAS
NEW ELEMENT H20+0 = ~E = H2N02
THE TRANSMUTATION OF ELEMENTS
NEW ELEMENT H20+0 = ~E = H2N02
THE TRANSMUTATION OF ELEMENTS
Wagner's Silicate Rx for Waste Disposal :
PRO • pHx Acid Life Extender Restores Spent Acid And Extends The Acid Life Indefinitely.
ELIMINATE ACID DISPOSAL
P2 Environmental Solution Never Deal With Spent Acid Solutions Again.
Galvanizing, Anodizing, Electroplating, Wire and Rod Plants, Steel Mills, Circuit Board Printing, Gravures & All Industries Requiring Acids. PRO • pHx Provides an Answer for the High Cost of Acid Disposal & Acid Replacement For Industry's Acids Used in Activation, Passivation, Stripping, Pickling, Electropolishing & Cleaning.
Effective in the following Acids and Acid Blends including: Acidic & Phosphoric & Nitric, Hydrochloric / Muratic, Sulfuric, Ammonium Bifluoride, Acid Salts, Oxalic, Hydrofluoric.
PRO - pHx Acid Life Extender
By Ray Guerrein, Consultant
Waste Reduction Partners
By Ray Guerrein, Consultant
Waste Reduction Partners
As a young boy, the late Dr. John C. Wagner visited the Petrified Forest and was intrigued by the fact that wood, an organic material, had turned into stone over the centuries since the trees had fallen. He never forgot the petrified wood during his career as a chemist and as a Professor at Tulane University. He speculated that this petrifying process could be speeded-up through catalyzed chemical reaction.
His many experiments resulted in several useful discoveries and as early as 1988 he was able to precipitate contaminating soluble metals from acid baths. The process involves introducing a decarboxylation product which causes contaminating metals, organic materials and other unwanted ingredients to become encapsulated and precipitate as inert silicates. This precipitate, which is easily filtered, purifies the baths and extends their lives dramatically.
This Catalyzed Reagent Process is a proprietary blend of soluble silicates, which allows for effective immobilization of soluble metals by reacting with them to form metal silicates. Silicon is a member of the carbon family and like carbon can form polymers. These polymers are a unique class of compounds in which Sodium Oxide (Na 2 O) is associated with silicon dioxide (SiO 2 ) generally in ranges varying from 1:1 to 1:3.22. In dilute solutions, these compounds depolymerize to form chains of silica and oxygen. Negative charges on some oxygen atoms react with positive metal ions to form stable, insoluble metal silicates. The ingredients in the catalyzed reagents will also react with volatile and non-volatile organic compounds producing a non-volatile, non-toxic, non-hazardous waste. The carbon dioxide (CO 2 ) formed reacts with the silicates and does not escape, thus no off-gassing. PRO - pHx (pronounced, "pro-fix") is considered non-toxic, non-hazardous, non-flammable, non-caustic, non-corrosive and non-acid. It is inorganic, water soluble, colorless and has no fumes or out-gassing.
In late summer of 2000, Gwen Wagner, John's widow began marketing this product and named it PRO - pHx. She contacted Amplate, Inc. a plating company in Charlotte, NC and it's president, David French tested PRO - pHx for use in their acid baths.
After successful results in the laboratory, French tested it on a spent muriatic acid tank and found the acid was restored to a nearly like-new condition. So, instead of going through the expense of proper disposal and replacement, he was able to reuse this acid, and he is still using it over one year later. Since then, Amplate has introduced PRO - pHx into all seven of their plating lines acid strips, pickling tanks and activator baths with highly successful results. They found that a concentration of 0.5 to 1.0% PRO - pHx extends the bath life indefinitely and the filtered precipitate passes TCLP test and can be disposed of as a non-hazardous waste. Acid addition is only required to make-up for drag-out and evaporation. In the year 2001, Amplate disposed of no acids and has zero acid waste.
Walt Johnston, partner in Lake County Black Oxide also uses PRO - pHx. He states, "In August (2001) we took a six month old, badly contaminated bath (15% muriatic) and restored it with PRO - pHx. This same acid bath is like new today." PRO - pHx is equally effective in sulfuric, nitric, citric, formic, and hydrochloric acids.
Tests have also been run on sugar waste sludge having both low and 20% solids content. Results show very significant reductions in metal concentrations as well as hydrocarbon and COD levels.
Trials run on paper mill sludge have resulted in decreased, metal contents as follows: As - 43%, Cd -89%, Cr - 44%, Pb - 54%. This reduction allowed the final product to be fabricated as a board material similar to particleboard.
Sewage plant waste was also tested with results showing decreases in Ca - 42%, Cu - 53%, Zn - 32% and over 99% in Total Coliform and Standard Plate Count.
PRO - pHx appears to be a win-win product. Not only can it save plating, galvanizing and anodizing companies money by extending the life of their acid baths and thus reducing the cost of acid replacement, but also it decreased the expense of hazardous waste handling and disposal. In addition, it is also environmentally friendly, since it is non-toxic and lowers landfill volumes, especially for hazardous materials.
To learn more about PRO - pHx contact:
Gwen Wagner
Wagner Environmental Technologies, LLC
19722 One Norman Blvd. # 220 Suite 166 Cornelius, NC 28031
Ph. - 704 - 987 - 9686 Fax - 704 - 987 - 9682 e-mail - WagTec A2Z@aol.com
Ray Guerrein
Waste Reduction Consultant
8606 Devonshire Drive
Huntersville, NC 28238
704 - 895 - 3900
Land-of-Sky Regional Council
e-mail: r.guerrein@worldnet.att.net
www.landofsky.org/wrp